Технология гибки листового металла в холодном состоянии. Виды гибки металла и технология гибки
Гибка листового металла и металлических заготовок, это сложная и трудозатратная операция, для облегчения и упрощения которой, постоянно происходит поиск технологий ее механизации и разработка новых типов оборудования. Попробуем рассмотреть некоторые технологии гибки металлов или металлических заготовок.
Листогибочные вальцы.
Листогибочные вальцы предназначены для гибки исключительно листового металла. Список применимых материалов исключительно широк и ограничивается лишь ломкостью некоторых редких металлов. В конструкцию листогиба входят два нижних вала, а также верхнего валка, закрепленных на плите. Верхний валок перемещается вверх-вниз относительно заготовки, что дает возможность придавать листу необходимый радиус. Есть возможность получения и конической формы заготовки, для этого верхний валок, перемещают, придавая ему угол наклона для образования конуса.
Листогибочные прессы.
Технология гибки листогибочными прессами на сегодня является самой широко распространенной на небольших и средних металлообрабатывающих производствах благодаря широчайшим возможностям и универсальности. Листогибы используют для широкого спектра работ, начиная с гибки профилей под разными углами, заканчивая гибкой кромок. Процесс гибки профилей, выполняется при помощи пуансона, смонтированного на раме ползуна, и при помощи матрицы, которая ставится на подкладку пресса или же на саму плиту. Видов пуансонов несколько, отличаются они по, радиусам гибки и форме. Матрица, которая участвует в работе, имеет, как правило, форму прямого паза или угла.
Листогибочные прессы являются наиболее универсальным оборудованием для выполнения изделий из листового металла. Опытные операторы листогибов способны не только выполнять быструю смену деталей, но также быстро и точно перенастраивать станок для выполнения другого зделия. Вообще, если проанализировать современные технологии производства корпусов и иных изделий из листовой стали, пожалуй больше нет столь универсального и технологичного метода, как гибка металла .
Роликовые гибочные станки.
Используются в основном для гибки профилей различного размера. Бывают, как трехроликовые, так и четырехроликовые. Конструкция трехроликового станка, основным применением которого, является гибка алюминиевых полос толщиной до 2.5 мм, представляет собой следующее: верхний ролик, настраивающийся вращением рукоятки, относительно двух нажимных роликов. Ролики должны свободно скользить по полкам профиля, в противном случае профиль будет скручиваться, этот факт обязательно нужно учитывать при установке прижима.
Четырехроликовые станки используются для гибки профилей, которые имеют криволинейную форму, а так же форму спиралей, кругов. Конструкция таких станков, выглядит следующим образом: станина с смонтированным внутри нее механизмом привода ведущих роликов, которые подают заготовку, а так же двух роликов, которые изгибают заготовку. Необходимый радиус гибки, настраивается при помощи вращения рукояток.
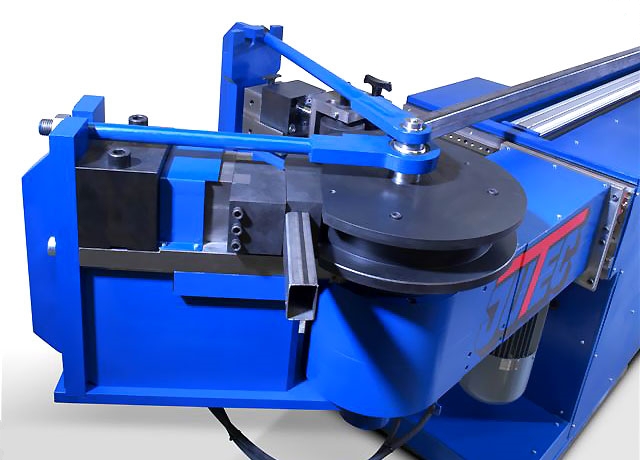
Станки гибки труб с нагревом высокочастотным током
С помощью станков с высокочастотным нагревом производится гибка труб диаметром от 95 до 300 мм. По конструкции они состоят из двух частей, это электрическая и механическая. В электрическую часть входит установка нагрева высокочастнотными токами и непосредственно оборудование электроподачи станка. Механическая часть станка гибки нагревом токами высокой частоты состоит он из сварной станины, с установленными на нее кареткой для закрепления труб, кареткой направляющих роликов, кареткой нажимного ролика, механизмом подачи труб и индуктора, который непосредственно и осуществляет индукционный нагрев заготовки. Сама станина, имеет коробчатую форму. Перемещение каретки закрепления трубы выполняется посредством ходового винта продольной подачи. Сама труба, крепится в каретке, посредством двух губок, одна из которых неподвижна, к которой при помощи подвижной губки и закрепляется заготовка. Обязательно учитывать то, что ось заготовки для гибки, должна быть эксцентрична относительно станины (значение эксцентриситета различно, в зависимости от диаметра).
Роль каретки направляющих роликов, заключается (как ясно из названия) в направлении трубы в процессе гибки, а также для получения реакции от усилия при изгибе. Ее перемещение выполняется посредством ходовых винтов, работающих по принципу конической передачи. Ролик, расположенный на ползуне может передвигаться вручную, посредством винта. Вращение роликов вокруг своей оси свободное. Так же на каретке направляющих роликов установлен держатель индуктора, элементы системы охлаждения и высокочастотный трансформатор.
Каретка нажимного ролика установлена в неподвижном состоянии. Ползун с запрессованной осью, на которой расположен вращающийся нажимной ролик, передвигается по основанию каретки. Передвижение ползуна происходит посредством ходового винта, движение которого осуществляется механизмом поперечной передачи. Два конечных выключателя, расположенных на каретке нажимного ролика, выполняют функцию ограничения хода, исходя, из выбранного угла гибки. Охлаждение сменного индуктора нагрева труб, производится при помощи воды, поступающей по гибкому шлангу. Поддержка изгибаемой заготовки осуществляется при помощи специального ролика, прикрепленного к станку с возможностью перемещения, в зависимости от длины изгибаемой трубы. В качестве дополнительных функций, есть возможность присоединения удлинителей, что позволяет изгибать длинные трубы.
Правила выполнения работ при ручной гибке металла.
1) При работе с полосовым и листовым металлом, необходимо точно и без отклонений устанавливать разметочную риску, которую устанавливают на уровне губок по направлению к изгибу.
2)При работе с полосой, уголками, кольцами и тому подобными деталями, перед началом работы необходимо просчитать общую длину разверстки, попутно отмечая места изгибов. Если возникает необходимость, то можно использовать мерные оправки.
3)При серийном изготовлении скоб, или схожих с ними деталей, нужно использовать оправки, которые соответствуют по размерам, элементам изготавливаемых деталей. Использование оправок в этом случае, отменяет операцию по разметке мест изгиба.
4)При выполнении операций по гибке полосового и листового металла в станках, необходимо строго исполнять инструкции, прилагающиеся к ним.
5)Шов в трубах при выполнении операций по гибке, должен располагаться внутри изгиба. Данное правило действует для всех видов гибки.
Одним из наиболее частых способов обработки металла является его гибка. Этот процесс также позволяет изготавливать разные изделия.
Технологический процесс гибка металла представляет собой операцию, при которой заготовке, с помощью специального оборудования, придают нужную форму. Для этого не требуется сварки, литья и штамповки, а заготовку всего лишь растягивают и сжимают с разных сторон.
Такой процесс бывает ручным и автоматизированным. В то же время, способ гибки зависит от типа заготовки.
Работа с листом металла
Лист является самой простой и легкой заготовкой, не требующей особого внимания при гибке. Он отлично гнется под разным углом и способен принять какую угодно форму.
Из листа металла можно изготовить кровельный материал, уголки, профили, различные элементы конструкций и т.д. Для это применяются ручные листогибы или специальные прессы. Последние намного облегчают работу и обычно используются на заводах. Как правило, сейчас они снабжены ЧПУ.
Арматура
Этот тип заготовки достаточно прочен и обладает приличным диаметром. Но механизированными прессами для гибки арматуры пользуются редко, чаще применяя ручные станки. Объясняется это необходимостью провести такую операцию непосредственно на строительном объекте.
Гибочный станок нужно закрепить на выбранном основании, которое должно быть прочным, и привести в движение сгибочный механизм, причем, особого усилия для этого не понадобится.
Металлические трубы
Тут все не так просто потому, что в случае неправильного распределения применяемой нагрузки труба может лопнуть. Все дело в ее прочности.
Кроме этого, сложности могут возникнуть при нестандартных формах и размерах изделия. По ширине и диаметру сечения, а также по длине трубы существует ряд ограничений, не позволяющих ее сгибать вообще.
Операцию производят в трубогибах, в которых заготовку наматывают на вращающийся копир. Образование гофр при этом совершенно исключено. Иногда используется нагрев током высокой частоты.
Особый подход
Нестандартные заготовки тоже поддаются гибке, но к ним следует относиться внимательно:
- толстым и прочным изделиям — они могут разорваться;
- листам с маленькой толщиной — они легко повреждаются;
- изделиям, имеющим разную толщину в определенных местах и показатели прочности;
- профилям и уголкам.
Во всех этих случаях перед обработкой придется точно рассчитать допустимую нагрузку.
Как происходит гибка металла смотрим в видео:
- Немного о технологии гибки листового металла
- Технология гибки металлических листов
- Как изогнуть металл своими руками: изготовление скобки
- Изготовление гибочного станка своими руками со списком материалов и инструментов
В процессе масштабного строительства часто возникает вопрос о том, как произвести сгиб листового металла или металлических элементов, например, труб. Для того чтобы согнуть трубы небольшого диаметра, часто используют тиски. Трубы, имеющие большой диаметр, сгибают на специально предназначенных станках. Также их применяют в том случае, если во время строительства возникла необходимость согнуть листовой металл.
При строительстве иногда возникает необходимость в том, что бы согнуть лист металла, например, сделать трубы или конек крыши.
При сгибании листового металла с помощью гибочного станка применение сварки не требуется, что гарантирует абсолютную сохранность структуры материала. Металлический лист сгибают обязательно с учетом его толщины и пластичности, предварительно определив радиус изгиба.
Немного о технологии гибки листового металла
Самодельный гибочный станок состоит из:

Сгибать листовое металл можно закрепив его в тисках, и применив простое приспособление из двух уголков и ручки-рычага.
- Станины.
- Гайки-маховика.
- Листа для сгибания.
- Прижима.
- Струбцины.
- Пуансона для обжима.
Для того чтобы согнуть листовой металл в нужную вам форму, необходимо выполнить определенные действия. Преимуществом гибочного станка является возможность сохранить металл целым, в отличие от, например, сварочных стыков, за счет которых срок эксплуатации и прочность материала значительно снижается.
В процессе сгибания металла происходит растяжка наружных его слоев и сжатие внутренних. Результатом применения гибочного станка является перегнутая часть листового металла или металлического элемента на задуманный угол.
Как вы понимаете, при сгибе происходит деформация металла. Ее степень будет зависеть от того, какую толщину имеет материал, с которым вам предстоит работать. Немалую роль здесь играет угол изогнутой части и скорость, с которой вы будете сгибать металл. При этом стоит взять во внимание степень пластичности материала.
Для того чтобы согнуть листовой металл, требуется специальное оборудование, с помощью которого можно избежать каких-либо повреждений материала. Если вы решили справиться с данной задачей самостоятельно, стоит учесть тот факт, что неправильные действия могут привести к различным дефектам. Неправильная технология гибки металлического листа может навредить всей готовой конструкции. С помощью гибочного станка можно согнуть лист, имеющий любую толщину.

Наименование деталей листогиба.
При изгибе листового металла напряжение должно превышать его максимальную упругость. С помощью гибочного станка можно добиться пластической деформации листа. Форма готовой конструкции не поменяется.
Гибка листового металла с помощью специального гибочного станка имеет ряд неоспоримых преимуществ, среди которых можно отметить следующие:
- высокая прочность готовой конструкции;
- возможность получить цельную конструкцию;
- исключение образования коррозии в области сгиба;
- возможность получить нужный вам угол без шва.
Гибка листового металла с применением станка также имеет свои недостатки:
- высокая стоимость оборудования;
- выполнение работы своими руками – процесс достаточно трудоемкий.
Несмотря на наличие некоторых минусов, листовой металл, согнутый с помощью станка, отличается своим высоким качеством. В отличие от конструкции со сварным швом он не «боится» ржавчины.
Вернуться к оглавлению
Технология гибки металлических листов

Схема и наименование деталей листогибочного станка в разрезе.
Гибка металла выполняется вручную, при этом используется оборудование. Эта работа требует применения силы. При этом вам потребуются плоскогубцы и молоток. Для того чтобы согнуть листовой металл, имеющий небольшую толщину, можно воспользоваться киянкой.
Для того чтобы согнуть металлический лист, необходимы следующие материалы и инструменты:
- листовой металл;
- вальцы;
- пресс (или роликовые станки);
- механические гидравлические вальцы (необходимы в том случае, если листовому металлу нужно придать форму цилиндра).
Применяя гидравлические или электроприводные вальцы, можно изготовить трубы. Часто гибка бывает нужна во время домашнего строительства, когда изготавливаются водостоки, металлические каркасы, профили, трубы и т.д. Сгибая листовой металл своими руками, у вас есть возможность сделать трубу нужного вам диаметра. Применяя станки, можно легко придать задуманную форму материалу, имеющему оцинкованное покрытие.
Если покупка специального гибочного станка вам не по карману, а строительные работы часто требуют выполнения изгиба, воспользовавшись инструкцией, можно изготовить оборудование самостоятельно. Станок выполняется с помощью заранее подготовленного шаблона, сделанного из дерева. При этом он должен быть выполнен в изогнутой форме.

Ручная гибка производится в тисках с помощью молотка.
Определяясь со сгибом будущего изделия, следует учесть его размер. Длина, которую будет иметь будущая конструкция, вычисляется в соответствии радиусом листового изгиба. Делая заготовки, для прямоугольных сгибов (если закругления не требуются) оставляются припуски для загиба, которые составляют 0,5 от толщины материала.
Работать самостоятельно наиболее удобно с такими пластичными металлами, как латунь, алюминий и медь. Что касается возможного радиуса изогнутой части, он полностью будет зависеть от того, каким способом была выполнена гибка, а также от качества самого металла. Для изделий, имеющих небольшой радиус закругления, требуются пластичные материалы.
Вернуться к оглавлению
Как изогнуть металл своими руками: изготовление скобки
Для того чтобы изготовить скобку своими руками, вам потребуются:

- В первую очередь с помощью схемы вычисляется длина полосы, которую будет иметь заготовка, далее, необходимо рассчитать гибку листа. Выполняя расчет, следует помнить о том, что для каждого загиба требуется оставить запас, толщина которого составляет 0,5, а сгибы торцов по 1 мм.
- Соответственно схеме следует выпилить заготовку, далее, отметьте на ней участки для будущего изгиба. Для того чтобы сделать изгиб, применяются угольники и тиски.
- Заготовку следует зафиксировать в тисках примерно до уровня изгиба. Воспользовавшись молотком, можете приступить к выполнению первого загиба.
- Далее, переставив заготовленный элемент, зажмите в тисках и выполните следующий загиб.
- Следующим вашим действием будет определение отметок для длины лапок будущей скобы. Для того чтобы согнуть скобу с бруском оправой, тоже применяются тиски. Для этого необходимо отогнуть сразу две ее лапки.
Если вам необходимо уточнить изгиб, можете применить треугольник. В случае неправильного изгиба, исправить ошибки можно, воспользовавшись молотком и бруском оправы. Добившись нужного вам изгиба, отпилите излишки материала, так, чтобы получить нужные размеры.
Трубы небольшого диаметра, безусловно, можно согнуть и используя для этого самые обыкновенные тиски. Но как же поступить с трубами, которые имеют достаточно большой диаметр? Для этих целей существуют специальные станки, позволяющие проводить гибку листового металла и труб без деформации и повреждений, с учетом толщины и пластичности металла, из которого они сделаны, а также с определением радиуса кривизны, что очень важно.
Понятие гибки металла
Слесарная операция гибки листового металла представляет собой проведение ряда воздействий, в результате чего лист металла принимает необходимую форму согласно чертежу без использования сварки или других методик соединения, которые существенно влияют на структуру металла, снижая уровень его прочности и срок службы. В процессе совершается растяжение наружных слоев листового металла и сжатие внутренних.
Сущность технологии кроется в том, что часть заготовки по отношению к другой перегибается на определенный, предварительно заданный угол. Металл в процессе гибки подвергается деформации. Уровень допустимой деформации находится в зависимости от толщины металла, его угла изгиба, хрупкости материала и скорости, с которой происходит процесс изгибания.
Процедуру осуществляют при помощи специального оборудования для гибки листового металла, которое позволяет получить на выходе готовое изделие без наличия дефектов. Если металл будет согнут неправильно, то появление многочисленных микротрещин спровоцирует ослабление материала в месте изгиба, поэтому готовое изделие в самый неподходящий момент может сломаться на этом месте.
Технологию гибки металла принято использовать для металлических листов, которые имеют разную толщину. Напряжение изгиба должно превышать предел упругости. К тому же деформация заготовки должна являться пластической. Только в этом случае заготовка будет сохранять после снятия нагрузки приданную ей форму.
Среди преимуществ подобного метода обработки металла необходимо отметить высокую производительность, возможность автоматизации процесса и получение бесшовной конструкции в результате, что повышает устойчивость к коррозии и прочность изделия.
А вот на сварных конструкциях по истечению определенного времени в зоне сварки начинается коррозионный процесс, от которого нельзя защититься даже с помощью специального покрытия. А технология гибки листового металла способна обеспечить металлической конструкции цельность, защищая её от преждевременного формирования ржавчины.
Виды гибки металла
Гибку металла можно производить вручную или с применением специализированного оборудования. Гибка металла собственными руками представляет собой достаточно трудоемкий процесс, который занимает немало времени и заключается в работе плоскогубцами и молотком. Изгибание тонкого металла проводят киянкой.
Для механизации процедуры используют специальные приспособления для гибки листового металла - вальцы, листогибочные прессы и роликовые станки для гибки. Для придания листу цилиндрической формы принято использовать гидравлические или ручные вальцы, либо вальцы с электрическим приводом. С их помощью можно получить такие объемные детали, как дымоходы, трубы и желоба.

Чаще всего производят гибку листового металла с помощью листогибочного пресса. Развитие оборудования на сегодняшний день дошло до такого уровня, то листогибочные станки способны изготовить за один рабочий цикл сложные детали с несколькими линиями гиба. Смена гибочного инструмента происходит быстро, поэтому станок можно быстро перенастроить в максимально сжатые сроки на другое изделие.
Область применения
Процедура изгибания металла, как правило, используется, на небольших производствах и в домашнем хозяйстве для изготовления профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллер, откосов, водосточных желобов, металлических каркасов и подвесных строительных систем и других изделий из металла.
В промышленности и быту не обойтись в наше время без труб. Однако следует заметить, что конфигурация их соединений бывает иногда достаточно сложной. Для сокращения числа стыкуемых элементов и уменьшения резьбовых соединений можно трубам придать определенную конфигурацию, изогнув их под требуемым углом.

Процедура гибки листового металла своими руками позволяет получить необходимую геометрию канализационных, водопроводных и газовых сетей с минимальными расходами, обеспечив внутри каналов самое меньшее сопротивление.
Станки для гибки металла в листах предназначены для обработки стали, меди и алюминия. Подобное оборудование позволяет изгибать материал, который имеет цинковые или лакокрасочные покрытия. Мобильность оборудования для процесса гибки металла предоставляет возможность многие работы осуществлять прямо на объектах, экономя средства и время на его транспортировку.
Функциональные возможности станка
Самодельный станок для изгибания металла является отдельной категорией представителей подобного вида станков. Такой станок вы можете изготовить самостоятельно для использования в частном хозяйстве, к примеру, для прокладки водопровода и строительства теплицы. Создание станка для гибки металла не нуждается в разработке детальных чертежей. Но для этого вам нужно заготовить шаблон из древесины или другого материала, который повторяет контур определенной формы изгиба.
Выполняя изгибание заготовки, важно её размеры определить правильно. Расчет длины заготовки рекомендуется выполнять, учитывая радиусы гибки листового металла. Для деталей, которые изгибаются под прямым углом без создания с внутренней стороны закруглений, припуск заготовки на изгибание должен составлять 0,6 - 0,8 от показателя толщины металла.
Изгибать своими руками можно только детали и заготовки из пластичных металлов - алюминия, латуни, незакаленной стали и меди. Размер минимального радиуса изгиба зависит от технических свойств материала заготовки, методики гибки и качества поверхности. Детали с малым радиусом закруглений рекомендуется изготовлять исключительно из пластичных материалов, также их можно предварительно подвергнуть отжигу.
Гибка труб своими руками
Существует несколько разновидностей гибки труб: «калач», когда труба изгибается полукругом при обеспечивает поворот на 180 градусов; «скоба» - изогнутая труба напоминает букву «П»; «компенсатор», что используется для обвода препятствий; «утка» - изгиб по типу английской буквы «N» и другие.
Гибке можно подвергать сварные и цельнотянутые трубы, трубы без наполнителя и с наполнителем (сухой речной песок), который предохраняет стенки труб от образования морщин и складок в местах изгиба. По теории гибку листового металла и труб в домашних условиях выполняют исключительно в холодном состоянии.
Для гибки труб, которые имеют диаметр 10-15 миллиметров, используют плиту с отверстиями, в которые устанавливают в соответствующих местах штыри, что являются упорами при гибке. Трубы, которые имеют диаметр до 40 миллиметров и большие радиусы кривизны, принято гнуть в холодном состоянии при помощи неподвижной оправки. Существуют и другие способы изгибания стальных труб, но они нуждаются в создании специального приспособления.

Гибка дюралюминиевых, медных и латунных труб в холодном состоянии отличается некоторыми особенностями. До начала процедуры трубы принято отжигать - медные при температуре 600-700 градусов по Цельсию с охлаждением в воде, трубы из латуни - при температуре 600-700 градусов с охлаждением на воздухе, изделия из дюралюминия - при температуре 350-400 градусов с охлаждением на воздухе. Посмотрите видео о гибке листового металла, где показано, как это делается.
Трубу необходимо заполнить расплавленной канифолью, парафином или стеарниом, а потом дать заполнителю остыть. После процедуры гибки заполнитель нужно выплавить, начиная с концов, потому что нагрев середины трубы, в которой содержится заполнитель, вызывает ее разрыв.
Принципы гибки
Главные принципы изгибания рассмотрены на примере создания скобы. Непосредственно перед началом гибки необходимо по чертежу определить длину полосы металла или заготовки, а также провести расчет гибки листового металла. При этом нужно сделать припуски на каждый изгиб по 0,5 толщины полосы и по 1 миллиметру на опиливание торцов на сторону. Заготовку при необходимости выровняйте на наковальне, опилите по чертежу и нанесите риски мест загиба.
Гибку полосы производят в тисках с угольниками-нагубниками в следующей последовательности. Зажмите в тисках заготовку на уровне загиба, ударами молотка сделайте первый загиб, переставляя заготовку в тисках и зажимая ее отправкой вместе с бруском. Затем сделайте второй загиб.
Нужно достать заготовку и разметить длину лапок скобы. Скобу с бруском-оправкой принято загибать в тисках, отгибая обе лапки. Проверьте изгибы по угольнику, при необходимости исправьте их, используя брусок-оправку и молоток. После окончания изгибания опилите деталь до необходимых размеров.
Вы уже поняли, что изгибание металла большое значение имеет и в бытовых условиях. Но для этого понадобится специальный станок и умение им пользоваться. Помните, что на цену гибки листового металла влияют многие факторы. Если процесс изгибания производится с нарушением технологии и правил, а также не учитывая особенностей, которые характерны именно для этого типа работ, то готовое изделие вы получите некачественным.
Многие задаются вопросом: как ровно согнуть лист металла? И не удивительно, ведь при выполнении строительных работ может появиться необходимость в выполнении подобной процедуры.
Трубы небольшого диаметра сгибают при помощи тисков. Очень часто при строительных процессах возникает потребность согнуть трубы довольно большого диаметра. Для подобной работы необходимы специальные станки, на которых выполняют сгибание металлических листов и труб. Сгибаемый компонент при этом не деформируется.
Как ровно согнуть лист металла? Этапы:
| Общая технология, принципы и особенности гибки металлических листов. | |
 |
Какой металл можно согнуть? Лучше всего для обработки и придания необходимой формы подходят латунь, медь и алюминий. |
| Инструменты для сгибания. Перед началом работ следует подготовить схему будущего изделия и высчитать требуемый угол. После этого нужно обзавестись инструментами и материалами. | |
| Собственноручное изготовление станка для загибов листового металла. Материалы и план действий. |
Совет: при сгибании деталей учитывается его толщина, пластичность и определяется радиус кривизны.
Технология гибки метала
Сгибание листового металла подразумевает осуществление определенных действий, которые приводят к тому, что материал приобретает нужную форму. Процесс сгибания металла выполняется без помощи сварочных или других соединений, уменьшающих долговечность и прочность материала.
При сгибе наружные слои изделия растягиваются, а внутренние сжимаются. Технология заключается в том, чтобы одну часть перегнуть по отношению к другой на требуемый угол.
Вовремя гибки металлический лист подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания. Сам процесс выполняют на оборудовании, за счет чего не образуются повреждения. Если согнуть деталь неправильно, то на его поверхности могут произойти разные дефекты, вследствие чего на линии изгиба металл получает разные повреждения, что может привести к ее поломке.
Напряжение изгиба должно быть больше, чем предел его жесткости. В результате гибки может происходить пластическая деформация. При этом после операции сгиба готовая конструкция будет хранить ту форму, которая была ей задана.
Преимущества процесса ровной гибки листа металла:
- Высокая производительность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую устойчивость к коррозии.
- На месте сгиба не образуется ржавчина.
- Конструкция является цельной.
- Высокая прочность.
Недостатки:
- Специальное оборудование стоит довольно дорого.
- Ручная гибка достаточно трудоемкая.
В отличие от конструкций, выполненных путем сгиба металла, на сварных конструкциях присутствует сварной шов, который подвергается ржавчине и коррозии.
Сгиб изделий выполняется вручную или с использованием специальных устройств. Ручной изгиб – сложная и трудоемкая процедура, которая выполняется при помощи плоскогубцев и молотка. Если нужно ровно согнуть лист металла небольшой толщины, применяют киянку.
Сгибание листового металла осуществляют при помощи вальцов, роликовых станков или пресса. Чтобы материалу придать форму цилиндра, применяют гидравлические, ручные или электропроводные вальцы. Подобным методом производят трубы.
Гибка листового металла используется в целях домашнего строительства для производства водостоков, металлических каркасов, профилей, труб и прочих конструкций. При сгибании материала своими руками можно выполнить трубы разного диаметра. С помощью станков загибаются изделия с цинковым покрытием. Для этого следует изготовить станок, желательно по шаблону.
При загибе какого-либо изделия следует определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от общей толщины листа.
Собственноручно можно сгибать следующие металлы:
- медь;
- латунь;
- алюминий.
Радиус изгиба будет зависеть от качества металла и варианта гибки.
Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.
Заготовка изымается и делается отметка длины лапок скобы. Ее, вместе с бруском, оправой загибают и одновременно отгибают обе ее лапки. Треугольником уточняют изгиб. Если он выполнен неправильно, изгиб следует исправить при помощи бруска оправы и молотка. Когда процедура загиба закончена, конструкцию подпиливают до нужных параметров.
Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по 800 мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается. Затем укладывается заготовка, а уголок перемещается на место.
При необходимости его можно будет приподнять, не снимая при этом. После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не универсальное, так как его используют для сгибания листов маленькой толщины. Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве.